

Коррозия нержавеющей стали – как защититься от нее?
- Снижение концентрации углерода в сплавах, так как углерод является элементом, способствующим развитию интеркристаллитной коррозии. К такому методу защиты прибегают крайне редко, так как стали сами по себе дорогостоящие, а углерод помогает снизить эту цену без потери эксплуатационных характеристик.
- Для сталей, которые будут работать в обычных условиях и не будут подвержены высоким температурам, целесообразно использовать закалку.
- Введение специальных добавок, таких как титан и тантал. Такие вещества стабилизируют количество углерода, не дают ему вступать в реакции, тем самым защищая от образования ржавчины.
Может ли нержавейка ржаветь?
Существует три группы нержавеющих сталей, каждая из которых имеет свои особенности и специфику применения:
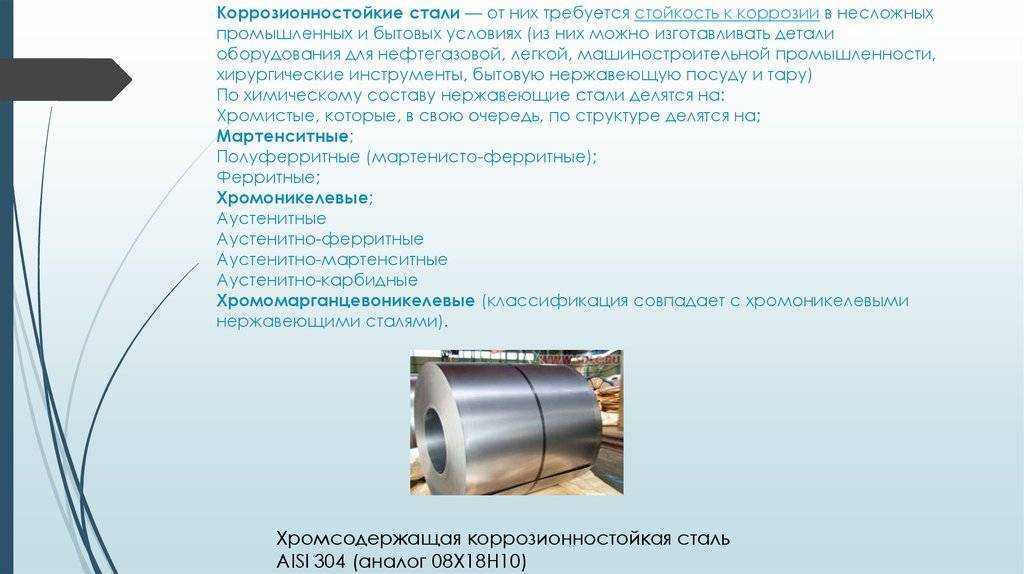
- Коррозионностойкая сталь. Имеет высокую стойкость к коррозии в неосложненных условиях – в быту, на производстве.
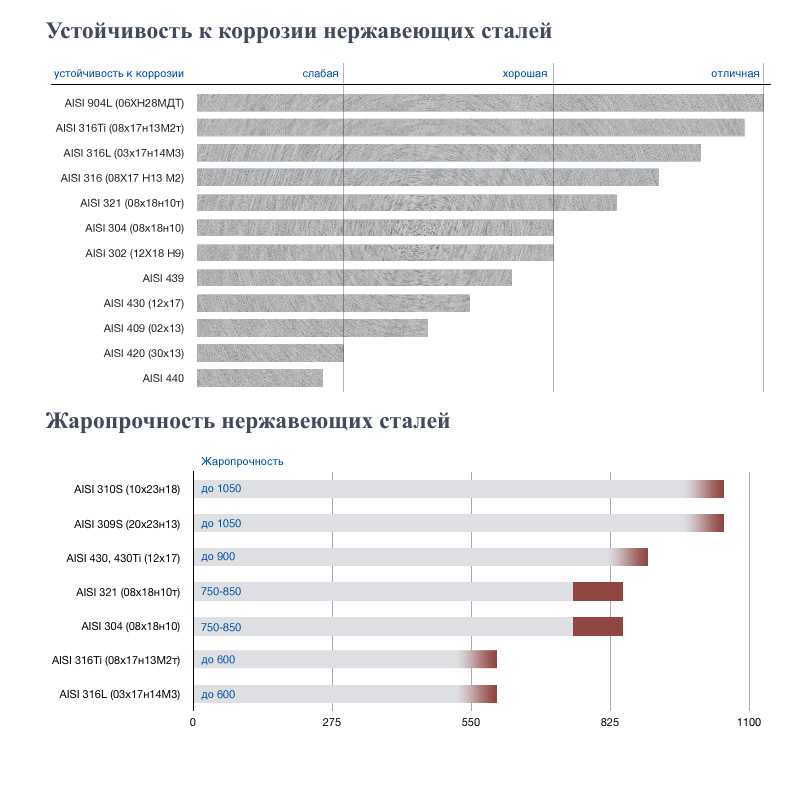
- Жаростойкая сталь. Обладает термостойкостью, не ржавеет при повышенных температурах, может применяться на химических заводах.
- Жаропрочная сталь. Остается механически прочной при высоких температурах.

Таким образом, не все виды нержавейки предназначены для эксплуатации в той или иной агрессивной среде. К примеру, использование обычной нержавеющей стали на пищевом производстве, частое мытье с хлорсодержащими средствами вызовет быструю порчу материала. Аналогично применение металла в морской воде приведет к повышению скорости коррозии в разы.
Также ржавчина часто появляется на нержавейке после сварки (термической обработки), которая была произведена без соблюдения определенных правил. После механического повреждения металла последствия будут аналогичными: в месте дефекта возникнет точечная коррозия. Гладкий, полированный материал обычно ржавеет менее интенсивно, чем шероховатый: на последнем элементы коррозии могут появиться гораздо быстрее.
Защита от ржавчины нарушается там, куда попала раскаленная окалина, поскольку от сильного повышения температуры в нежаростойкой стали происходит выгорание легирующих веществ (в основном хрома). После прогорания дыр их края и прилегающие зоны становятся подверженными коррозии, хотя более глубокие слои металла чаще всего остаются неповрежденными. Спасти нержавейку поможет обработка травильными пастами, специальными эмульсиями.
Прочие причины коррозии нержавеющей стали:
- контакт материала с обычной углеродистой сталью (в том числе посредством инструментов, которыми раньше резали простую сталь),
- регулярная чистка металлическими щетками,
- игнорирование механической или химической обработки сварного шва.

Причиной коррозии металла может стать и его изначально низкое качество. Стойкость стали к ржавлению обусловлена присутствием хрома в достаточном количестве. Этот элемент после воздействия воды, воздуха, кислот и щелочей формирует тончайший непроницаемый слой, который не дает материалу ржаветь. Если хрома в составе мало либо он распределен неравномерно, создание и поддержание оксидного слоя становится невозможным.
Особенности производства коррозионностойких сталей
Все производственные процессы в металлургии регулируются нормативными документами ГОСТ и ТУ.
Это касается и металлов с антикоррозийными свойствами.
Стандарты на изготовление прослеживаются по ряду параметров:
- Максимальная твердость по шкале Бринелля (НБ). Этот метод подразумевает испытание с помощью вдавливания с использованием способа восстановленного отпечатка или невосстановленного отпечатка и определяется по таблице.
- Относительное удлинение, измеряемое в %. Параметр определяет пластические свойства металла. Относительное удлинение – увеличение длины испытываемого образца после прохождения предела текучести до разрушения.
- Предел текучести в Н/м2. Характеристика механических особенностей материала, связанных с напряжением, при котором деформация увеличивается, когда нагрузка закончилась. Единица измерения – паскаль или ньютон на м квадратный.
- Сопротивление на разрыв или предел прочности в Н/м2. Максимальное значение напряжений материала перед тем, как он разрушится.
- Допуска по отклонениям процентного отношения химических элементов в готовой продукции
Помимо этих параметров в производстве нержавеющих сталей по запросу заказчика могут изменяться и контролироваться показатели:
- Пределы процентного содержания химических элементов.
- Нижний предел массовой доли отдельных легирующих компонентов, таких как марганец.
- Процентное отношение вредных примесей цветных металлов: олова, свинца, висмута, сурьмы, кадмия, мышьяка и других.

Числовой эквивалент стойкости к точечной коррозии (PREN)
Показатель RREN относится к справочным, он показывает склонность разных видов и марок нержавейки к появлению питтингов. Числовой эквивалент стойкости к точечной коррозии применяют как ориентир, но не как абсолютное руководство для предопределения коррозионной стойкости.
Обычно наиболее устойчивыми к точечному ржавлению оказываются молибден, хром и азот в качестве добавок при легировании. Чем выше цифра RREN, тем более стойкой будет сталь к появлению питтингов. Вот справочная информация по RREN:
| Марка стали | RREN |
|---|---|
| 444 | 25 |
| 430 | 16 |
| 304 | 19 |
| 316 | 26 |
| 304LN | 21 |
| 904L | 36 |
| 316LN | 27,5 |
| SAF 2507 | 42 |
| Zeron 100 | 41 |
Может ли нержавеющая сталь ржаветь или нет, причины ржавения
Может ли ржаветь нержавеющая сталь или нет? Если говорить о нержавеющей стали с содержанием хрома более 10,5%, то возникновение ржавчины полностью исключить нельзя. Даже аустенитная сталь с содержанием хрома свыше 20% и содержанием никеля более 8% может поржаветь при неправильном обращении и обработке или конструктивных дефектах
Вот почему так важно при обработке нержавеющей стали использовать абразивные инструменты со специальными свойствами. Примером таких инструментов являются фибровые шлифовальные круги или абразивные отрезные круги с пиктограммой Fe, S, Cl
Пассивный слой
Нержавеющая сталь, как и обычные сорта стали, вступает в реакцию с кислородом, благодаря чему образуется оксидная пленка. Однако в случае с обычной сталью кислород вступает в реакцию с имеющимися атомами железа, что приводит к образованию пористой поверхности, которая способствует дальнейшей реакции. Это может привести к полному заржавению детали. В случае с нержавеющей сталью кислород реагирует с атомами хрома, которые в относительно высокой концентрации присутствуют в стали. Атомы хрома и кислорода образуют толстую оксидную пленку, которая предотвращает дальнейшее развитие реакции. Эта оксидная пленка также называется пассивным слоем в силу своей реакционной инертности в отношении окружающей среды. Характер и устойчивость пассивного слоя зависит в первую очередь от состава сплава стали.
Коррозия
Существует две причины возникновения ржавчины на нержавеющей стали:
- пассивный слой не образовался;
- пассивный слой был разрушен.
Отсутствие пассивного слоя может быть вызвано только высокой степенью чистоты. Обрабатываемые поверхности тщательно зачищаются от всех загрязнений.
Описанные ниже виды коррозии обусловлены последующим разрушением пассивного слоя:
Общая поверхностная коррозия
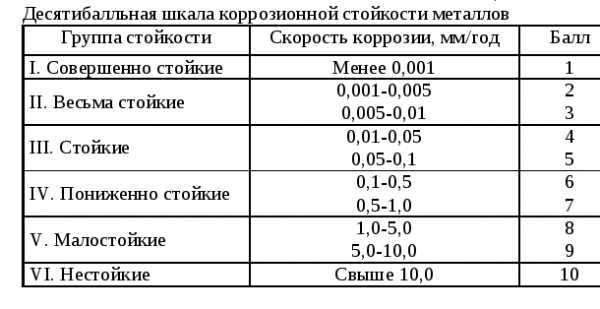
Общей поверхностной коррозией называется равномерное повреждение поверхности детали. Этот вид коррозии возникает только в том случае, если на поверхность воздействуют кислоты или сильные щелочи. Если ежегодная скорость коррозии составляет меньше 0,1 мм, то можно говорить о достаточной устойчивости материала к поверхностной коррозии.
Точечная коррозия (питтинг)
Точечная коррозия возникает в том случае, если пассивный слой разрушается локально. Причиной являются ионы хлорида, которые в присутствии электролита вытягивают атомы хрома, необходимые для образования пассивного слоя. Так возникают точечные отверстия. Наличие отложений, налета ржавчины, остатков шлака или цветов побежалости приводит к усилению точечной коррозии.
Интеркристаллическая коррозия
Интеркристаллическая коррозия может возникнуть в том случае, когда под воздействием тепла вдоль границ зерен выступает карбид хрома и при наличии кислой среды происходит растворение. Это происходит при следующей температуре:
- аустенитная сталь: 450° — 850°C
- ферритная сталь: более 900°C
Сегодня при выборе правильного материала интеркристаллическая коррозия больше не играет никакой роли.
Контактная коррозия
Контактная коррозия возникает в том случае, когда в контакт вступают различные металлы под воздействием электролита. Менее благородный материал начинает корродировать и растворяться. Нержавеющие стали являются благородными при контакте с большинством других металлов.
История развития материала
Нержавеющая сталь является одним из самых популярных материалов в современной промышленности и бытовой сфере. Впервые подобный материал был открыт в начале 20 века, когда исследователи начали искать способ создать сталь, которая не ржавеет. Основной проблемой было наличие хрома в стали, который сопровождался выделением кислорода и образованием ржавчины.






Первые исследования проводились в конце 19 века, когда химик Леон Гамбург в Германии и Мардель прасше сделали первые открытия в этой области. Однако, первая нержавеющая сталь не была создана до 1913 года, когда американский химик Гариленд шоловийт представил сталь с хромовым содержанием.
Были проведены дальнейшие исследования и усовершенствования, которые позволили создать различные сплавы нержавеющей стали с разными характеристиками. В 20-х годах прошлого века итальянская компания Ferrania стала ввозить нержавеющую сталь на рынок и использовать ее в производстве различных изделий. С тех пор нержавеющая сталь стала все более популярна и найдет широкое применение в различных отраслях промышленности и быта.
Почему ржавеет нержавейка?
Иногда приходится слышать от заказчиков пожелание, чтобы при изготовлении изделия из нержавейки под зака з была использована сталь, которая не будет ржаветь. Иногда просят, чтобы была “не китайская”. От чего зависит будет ли ржаветь нержавейка? Почему вообще это происходит?
По сути могут быть две причины. Первая – условия эксплуатации в агрессивной среде. И вторая – дефекты материала.
Рассмотрим эти явления подробнее.
Не все виды нержавеющей стали предназначены для эксплуатации в агрессивных средах. Например на пищевых производствах при технологических процессах используются хлорсодержащие моющие средства и там могут должна применяться нержавеющая сталь с повышенной коррозионной устойчивостью. То же самое относится к условиям эксплуатации в морской воде. По этой причине оборудование, например, из AISI 304 может попросту придти в негодность. Для агрессивных сред имеет смысл использовать AISI 316 или дуплексные виды нержавеющей стали, такие как Ferralium SD40, SAF 2205 или Zeron 100.
Вторая причина более распространена – ржавчина может возникнуть на поверхности металла в следствии механических повреждений или термической обработки(вызванные сваркой). Это так называемая точечная коррозия. Этот вид коррозии может начаться в металле где присутствуют посторонние примеси, например такие как сера.
Гладкая поверхность нержавеющего металла менее подвержена точечной коррозии чем шероховатая. На графике приведенном ниже показана зависимость коррозионной устойчивости от шероховатости поверхности. Эксперимент проводился с коррозионноустойчивой маркой нержавеющей стали AISI 316 в хлорсодержащей среде. На графике видно, что после того как шероховатость поверхности превышает Ra > 0,5 мкм, устойчивость к коррозии резко снижается. Таким образом, шероховатая поверхность AISI 316 делает ее коррозионную устойчивость даже хуже, чем полированная поверхность AISI 304.

Следы ржавчины могут появиться даже в местах куда попала раскаленная окалина. Это происходит потому, что при температуре сварки выгорают легирующие элементы, в первую очередь хром. На металле в местах сварки образуются “следы побежалости”(иногда называют следы термического воздействия). В этих местах нержавейка неизбежно начнет ржаветь. Слой ржавчины, однако, может остаться только на поверхности металла, там где нет оксидной пленки, которая образуется благодаря хрому. То есть в глубь ржавчина развиваться не будет. Но выглядят следы побежалости и тем более ржавчина очень не эстетично. Чтобы этого не произошло сварочный шов обрабатывают специальными эмульсиями, травильными пастами или при помощи абразивных материалов. При очистке шва от железных окислов(окалины окисей) травильными пастами, следует работать в защитных очках и наносить только на остывший металл, поскольку в них может содержатся плавиковая кислота. После очистки зону сварного шва необходимо подвергнуть операции пассивации. Пассивация металла – это процесс обработки поверхности с целю образования на ней слоев соединений препятствующих коррозии. То есть недостаточно только очистить сварной шов от продуктов сварки, необходимо так же восстановить защитный слой. Для этого так же существует разнообразная химия: гели, пасты. Иногда используют для пассивации нержавейки азотную или лимонную кислоту.
Существуют инновационные методы очистки и пассивации. Например метод электро-химической пассивации нержавеющего металла. Причем этот процесс осуществляется без применения продуктов травления, которые очень вредны для здоровья и окружающей среды. Компания ” Строй Металл ” использует оборудование компании Surfox. Благодаря этому производительность и качество работ позволяют нам выполнять заказы по изготовлению изделий из зеркальной нержавейки для элитных магазинов одежды, ресторанов, элементов интерьера.
Рекомендуем ознакомиться со статьями:
Окисление сварного шва
Сварные швы часто будут ржаветь по краям, как показано на Рисунках 1 и 2. Для сварных швов, которые не были должным образом очищены после завершения, это нормально. В частности, когда сварка была выполнена в среде защитных газов. Хотя это и неэстетично, но эта ржавчина не является признаком плохой сварки, чрезмерного температурного перегрева или излома. Скорее, это естественный результат высокой температуры. Зона термического нагрева во время сварки в сочетании с воздействием кислорода в атмосфере. Цвет может варьироваться от соломенного до темно-коричневого при первоначальном образовании, и в конечном итоге они становятся ржаво-красными.

В нормальных атмосферных условиях ржавчина, связанная со сваркой, прекращается после того, как свободное железо окисляется. Никаких дальнейших повреждений ржавчиной не происходит — это просто выглядит неэстетично. Для устранения ржавчины сварные швы следует очищать не позднее одного — двух дней после завершения сварочных работ. Любые грубые или шероховатые поверхности швов следует сгладить, удалить механические следы или царапины и обязательно обходимо удалить посторонние новообразования, включая краску, шлак и брызги, чтобы оптимизировать коррозионное сопротивление.
Свободное железо, сварочное окисление и посторонние материалы, такие как грязь, песок, флюс, иные металлы (кроме стали, чугуна и т. д.), могут быть удалены химической очисткой или абразивной полировкой.
Химические чистящие средства, которые успешно удаляют свободное железо и большинство других загрязнений доступны в больших вариациях. Эти чистящие средства представляют собой кислоты, которые обычно удалите немного материала (около 0,03 мм) с поверхности, на которой они применяются. Их нужно оставить на поверхности достаточно долго, чтобы удалить остатки железа и любые видимые оксиды. Большинство из них содержат азотную и плавиковую кислоты, поэтому они должны применяться строго в резиновых перчатках и других средствах индивидуальной защиты.И обязательно после обработки металл необходимо промыть достаточным количеством воды с одновременным щелочением хотя бы пищевой содой.
Рекомендуем эффективное средство быстрого удаления ржавчины с металлов «РжавоМед-У»
Механическую очистку следует производить только с помощью шлифовальных кругов или насадок с проволокой из нержавеющей стали, которые ранее не использовались для углеродистых или низкоочищенных сталей. Финальная очистка электрооборудованием с применением насадок с проволокой из нержавеющей стали не рекомендуется, так как те, в свою очередь, деформируют поверхность, позволяя атмосферным химическим осадкам проникать в поверхность, размазывают «свободный металл» и образуют микроповреждения — ни что их всего этого не подходит для коррозионной стойкости нержавеющей стали. Проволочная щетка может использоваться между проходами сварного шва для удаления шлака, так как очищенная поверхность будет переплавлена при последующей сварке. Если для окончательной очистки используется проволочная щетка, она должна быть только ручного применения, или щетина должна быть мягкой и гибкой, а давление на поверхность незначительным.
Однако ни шлифовальные машины, ни проволочные щетки не удаляют свободное железо, которое уже заржавело. Кроме того, проволочные щетки не удаляют свободное железо, отложившееся в виде пара, например, образовавшегося в зоне термического влияния во время сварки. В этих случаях при очистке шлифовальной машиной или металлической щеткой ржавчина и свободное железопросто смазывают поверхности из нержавеющей стали, которые ранее не были проржавевшими. И хотя ржавчина будет казаться побежденной, после воздействия атмосферной влаги и нахождения под открытым небом хотя бы несколько дней, эти ранее очищенные ржавые поверхности и уже новые поверхности, по которым в процессе очистки была «размазана» ржавчина, гарантированно заржавеют.
В этих случаях поможет очистка с использованием химических очистителей или мягких абразивных полиролей.
Какая «нержавеющая» сталь не будет ржаветь
Снизить риск и недопустить ржавление на нержавеющей стали можно при добавлении специальных химических элементов в состав сплава: это могут быть хром, никель, вольфрам, ванадий, молибден, кремний, марганец, титан. Такая сталь будет называться легированной. Изменение состава сплава приводит к улучшению физических свойств стали. Легированный материал приобретает качества, которых нет у обычной углеродистой стали, и избавляется от ее недостатки. При должной эксплуатации такая нержавейка не будет ржаветь. Готовые изделия из нержавейки безопасны для применения даже в пищевой и медицинской сфере, такая продукция экологична и отвечает всем требованиям безопасности.
В зависимости от пропорций содержания добавок выделяют низколегированную, среднелегированную и высоколегированную сталь. Высоколегированная сталь является наиболее популярным вариантом для применения в разных сферах промышленности. Сплав противостоит возникновению коррозии нержавейки в агрессивных средах и атмосфере. Улучшенные качества металлу придают легирующие добавки, в первую очередь это хром и никель. От процента содержания химических элементов зависит марка нержавеющей стали, ее антикоррозийные свойства и внешний вид.
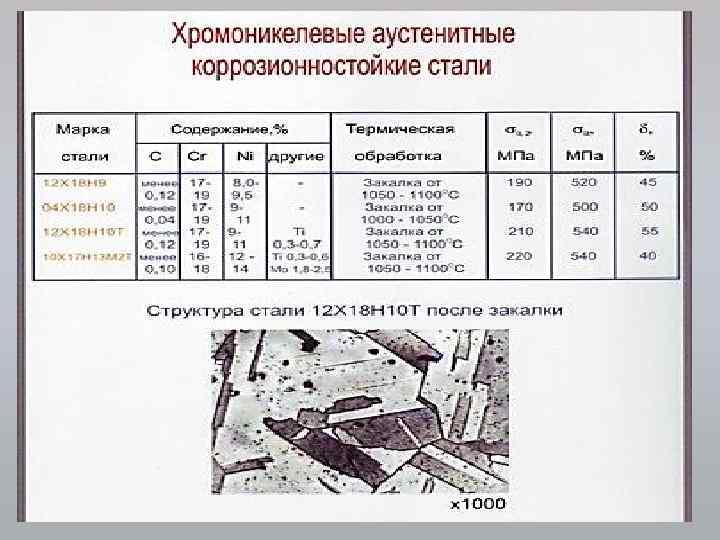
Аустенитная нержавеющая сталь. Стали этой группы широко используют в промышленности для изготовления крепежных деталей. Сплав немагнитный. Хорошо подвергается сварке и тепловой обработке. В составе может быть 15-20% хрома и 5-15% никеля. Процентное содержание добавок зависит от марки нержавейки.
Ферритные марки нержавейки. За счет низкого содержания углерода ферритные стали становятся более мягкими и пластичными. Сплавы этой группы обладают магнитными свойствами. Их часто применяют для изготовления деталей, взаимодействующих с агрессивной средой, т.к. ферритные сплавы имеют высокий уровень устойчивости к образованию коррозии.
Мартенситные марки нержавейки. Группа сплавов с повышенным содержанием углерода, что делает сталь наиболее прочной и твердой. Некоторые марки могут быть магнитными. Эта группа наименее коррозионностойкая. Используется, например, для изготовления столовых и режущих приборов.
Комбинированные марки. Эта группа сталей сочетает в себе достоинства сразу нескольких групп.
Преимущества нержавеющих сталей:
- Долгий срок службы при правильной эксплуатации;
- Простота изготовления;
- Устойчивость к коррозии;
- Прочность;
- Гигиеничность и экологическая безопасность;
- Эстетичный внешний вид.
В каких сферах промышленности используется нержавеющая сталь:
- Архитектура и строительство;
- Изготовление бытовых приборов;
- Пищевая промышленность;
- Целлюлозно-бумажное производство;
- Нефтехимическая и химическая промышленность;
- Домашнее хозяйство;
- Энергетика;
- Охрана окружающей среды;
- Машиностроение.
Отсутствие регулярной обработки
Одной из основных причин, почему нержавеющая сталь может портиться, является отсутствие регулярной обработки.
В процессе эксплуатации поверхность нержавеющей стали подвергается воздействию внешних факторов, таких как влага, пыль, грязь и т.д. В связи с этим на поверхности могут образовываться различные загрязнения, которые не только ухудшают внешний вид изделия, но и способны вызывать разнообразные коррозионные процессы.








Для того чтобы избежать появления и развития коррозии, необходимо регулярно обрабатывать поверхность нержавеющей стали. Обработка может производиться с помощью специальных чистящих средств и инструментов, которые позволяют удалять загрязнения и восстанавливать первоначальный блеск изделия.
Кроме того, для того чтобы избежать порчи качества нержавеющей стали, необходимо правильно выбирать средства для чистки и обработки. Не стоит использовать агрессивные вещества и твёрдые материалы, которые могут повредить поверхность стали и нанести необратимый ущерб изделию. Следует также учитывать особенности эксплуатации и условия хранения изделия, чтобы не допустить появления новых загрязнений и коррозии.
- Регулярная обработка поверхности нержавеющей стали позволяет избежать появления разнообразных коррозионных процессов
- Для чистки и обработки изделия следует использовать только специальные средства и инструменты
- Необходимо учитывать условия эксплуатации и хранения, чтобы не допустить повреждения поверхности
Почему нержавейка ржавеет?
Если Вы столкнулись с тем, что красивые, блестящие, радующие глаз перила или ограждения из нержавеющей стали через небольшое время покрылись пятнами ржавчины, дело, скорее всего, в использовании неподходящей марки стали.
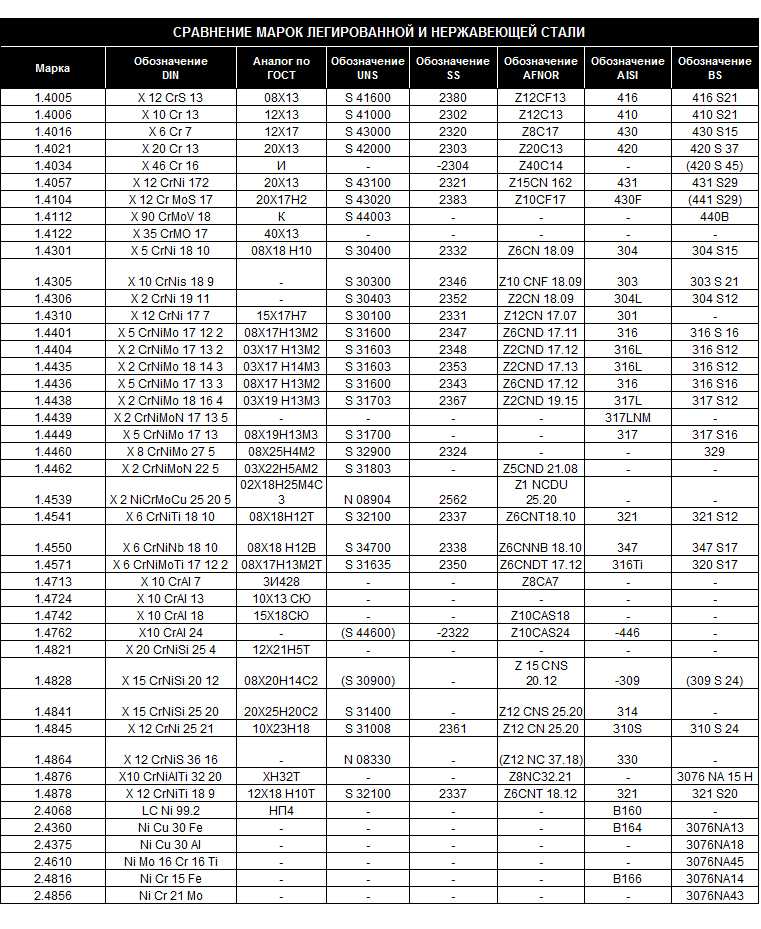
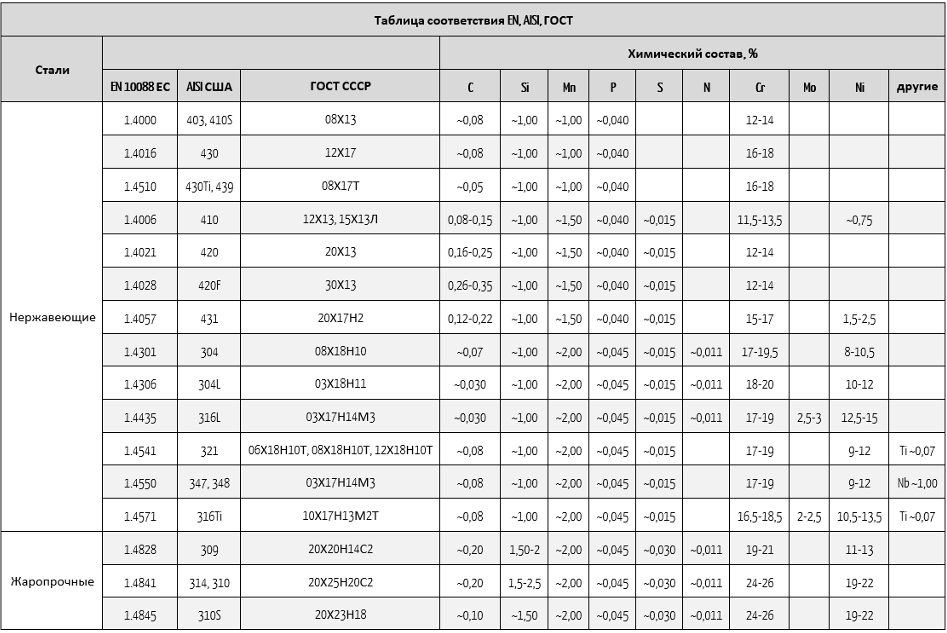
Согласно международной классификации AISI, которая регламентирует содержание никеля, хрома и других примесей в сплаве, чем выше доля никеля, тем лучше антикоррозийные качества стали. В настоящее время чаще всего используются три основные марки стали: AISI 304, AISI 201, AISI 430.
AISI 304 включает в себя как минимум 18 % хрома и 8 % никеля, что позволяет сформироваться на поверхности тонкой пленки слоя оксида, пассивного к воздействию химических элементов. Кроме того, стали этого состава немагнитны. Именно эти характеристики позволяют использовать AISI 304 для уличных ограждений и перил, а также в бассейнах.
Изделия из более дешевой марки нержавеющей стали AISI 201 прекрасно поведут себя в помещении, но не с повышенной влажностью (ванная, бассейн). При использовании ограждений и перил из этой нержавейки на открытом воздухе, коррозийные процессы обязательно дадут о себе знать, особенно в местах сварки.
Совершенно непригодна для использования в ограждениях и перилах марка стали AISI 430, которая совсем не содержит никеля. Изделия из этой марки стали заржавеют даже в помещении, причем уже через пару месяцев.

Фотография Ильи Варламова
Что же делать, чтобы не столкнуться с печальной ситуацией, описанной в начале нашей статьи?
Во-первых, убедитесь, что Ваш поставщик использует ту марку стали, которая пригодна для Ваших целей: AISI 304 для открытого воздуха или влажных помещений, AISI 201 для обычных помещений. Ни при каких условиях не соглашайтесь на сталь AISI 430, абсолютно неподходящую для изделий этого типа. Кроме того, гарантия поставщика на свои изделия не менее года даст Вам уверенность, что реально будет использоваться та марка стали, которая указана у Вас в договоре.
Во-вторых, помните, что за перилами и ограждениями из нержавеющей стали необходимо правильно ухаживать. Поскольку причина устойчивости к ржавчине – поверхностная оксидная пленка, нужно использовать средства, не повреждающие ее. Нельзя мыть изделия из нержавеющей стали моющими средствами, содержащими песок, хлор, кислоты и соду. Нельзя при уходе использовать абразивные вещества, а также жесткие и грубые щетки и губки, даже если предстоит иметь дело с застарелыми загрязнениями.
Используйте для ухода за нержавейкой чистые мягкие тряпки, нейтральные моющие средства и чистую воду, а лучше – специальные средства для нержавеющей стали. Затвердевшие загрязнения нужно сначала размочить, а затем удалить сухой тряпкой, во избежание появления царапин. Кроме того, существуют специализированные средства, способствующие восстановлению защитного слоя нержавеющей стали.
Как определить изделие из нержавейки?
Многие потребители часто пытаются определить самостоятельно, из какого металла изготовлен тот или иной бытовой предмет. Визуально обычную сталь от нержавейки отличить нельзя, поэтому для проверки принято использовать магнит. Существует мнение, что настоящая антикоррозийная сталь не магнитится. Может ли нержавейка магнититься или нет на самом деле? Всякое бывает. А потому такой способ проверки не дает достоверного результата. Иногда случается, что изделие притягивается к магниту, а служит долго, не изменяя своих качеств.

И наоборот, никак не реагирующее на него, от соприкосновения с водой оно покрывается ржавчиной. Правильно определить коррозийную стойкость можно, исследовав ее химический состав, что в домашних условиях выполнить нереально. Для ограждения себя от подделок, приобретать изделия для домашнего обихода лучше в фирменных магазинах.
КАК ИЗБЕЖАТЬ КОРРОЗИИ ВАШИХ ОГРАЖДЕНИЙ?
(Всегда оформляйте договор)
ВО-ПЕРВЫХ, когда вы выбираете подрядчика для установки вашего изделия, убедитесь, что с вами заключают договор и дают гарантию не менее одного года. Лишний раз уточните условия гарантии, и на что вы можете рассчитывать и в каком случае? Внимательно принимайте результат работы монтажной бригады. Осмотрите, насколько качественно и без повреждений ли, обработаны сварные швы. К, примеру, в компании «Модерн Групп» используют сталь не менее 1.5мм толщиной, что гарантирует, что места сварных швов будут совершенно незаметны.
ВО-ВТОРЫХ, всегда настороженно относитесь к слишком «выгодным» предложениям. Возможно вас пытаются обмануть, выдав сталь категории AISI 201 за более высокую сталь категорий 300+. Это на сегодня чаще всего встречающийся обман покупателя на рынке металлических ограждений. На глаз качество стали не может определить даже специалист, что же говорить о простом обывателе? Тут вас, как ни странно, тоже спасёт бюрократия и буквоедство. Требуйте, чтобы в договоре была указана марка, стали. Эта, казалось бы, мелочь спасёт вас от последующих расходов и прочей головной боли.
Помните, экономить на качестве изделия, срок службы которого исчисляется десятилетиями, это последнее дело. Не гонитесь за бросовыми ценами. На стадии торговли требуйте объяснение любого для вас удешевления. Не стесняйтесь уточнять, почему и за счёт чего компания даёт вам скидку, не вылезет ли вам эта «экономия» потом боком. Ведь деньги это дело наживное, а нервные клетки не восстанавливаются.

Почему возникает ржавчина после сварки aisi 304
Для того чтобы ответить на это вопрос, надо понять что такое нержавеющая сталь и ее состав.
Сейчас на рынке производителей самогонных аппаратов используется основные два вида стали AISI 304 и AISI 430. И та и другая сталь по праву может называться нержавейкой, за рядом исключений. Далее будем называть сталь 304 и сталь 430.
Обе стали относятся к классу жаропрочных и устойчивых к коррозии.
Стойкость к коррозии обусловлена наличием в ее составе легирующих веществ. Основными такими веществами являются хром и никель. Именно их присутствие обеспечивает высокую защиту от окисления во влажной среде и продлевает срок службы изделия до 100 лет.
По содержанию хрома эти две стали примерно одинаковы 16% в стали 430 и 18% в стали 304.
Существенным отличием является содержание никеля. 304 сталь содержит 10% никеля, против 1% в 430 стали. За счет этого 430 сталь дешевле.

Бак из нержавеющей стали AISI 430
Хром – при высоких температурах имеет свойство испарятся, поэтому, чтобы хром не испарялся, при производстве изделий из этой стали, используют специальное оборудование. После сварки швы тщательно шлифуют и полируют специальными пастами. Швы на изделиях из 430 стали практически не заметны и выглядят как единое целое. Сталь 430 дешевле 304, но работы при производстве, более трудоемки и соответственно дороже.





Бак из нержавеющей стали AISI 304
Никель – тугоплавкий материал, придает стали дополнительные характеристики твердость и антимагнитность, данная сталь перестает магнитится. Поэтому в баках из 304 стали, дно делают из 430 стали. Особенностью изделий из стали с добавлением никеля, является видимые сварные швы, их сложно заполировать и зачистить. За счет содержания никеля сталь дороже, как материал, но дешевле сварные работы.
Так же во время проведения сварочных работ разлетается окалина. Она может попасть на другие элементы и части свариваемых деталей. В месте попадания расплавленного металла, в дальнейшем, может появиться темная точка.
Если при эксплуатации Вы увидите появление потемнений, ржавых точек или следов ржавчины, то это означает, что происходит не правильная эксплуатация изделия.
Пассивный слой
Нержавеющая сталь, как и обычные сорта стали, вступает в реакцию с кислородом, благодаря чему образуется оксидная пленка. Однако в случае с обычной сталью кислород вступает в реакцию с имеющимися атомами железа, что приводит к образованию пористой поверхности, которая способствует дальнейшей реакции. Это может привести к полному заржавению детали. В случае с нержавеющей сталью кислород реагирует с атомами хрома, которые в относительно высокой концентрации присутствуют в стали. Атомы хрома и кислорода образуют толстую оксидную пленку, которая предотвращает дальнейшее развитие реакции. Эта оксидная пленка также называется пассивным слоем в силу своей реакционной инертности в отношении окружающей среды. Характер и устойчивость пассивного слоя зависит в первую очередь от состава сплава стали.
Коррозия
Существует две причины возникновения ржавчины на нержавеющей стали:
- пассивный слой не образовался;
- пассивный слой был разрушен.
Отсутствие пассивного слоя может быть вызвано только высокой степенью чистоты. Обрабатываемые поверхности тщательно зачищаются от всех загрязнений.
Описанные ниже виды коррозии обусловлены последующим разрушением пассивного слоя:
Общая поверхностная коррозия
Общей поверхностной коррозией называется равномерное повреждение поверхности детали. Этот вид коррозии возникает только в том случае, если на поверхность воздействуют кислоты или сильные щелочи. Если ежегодная скорость коррозии составляет меньше 0,1 мм, то можно говорить о достаточной устойчивости материала к поверхностной коррозии.
Точечная коррозия (питтинг)
Точечная коррозия возникает в том случае, если пассивный слой разрушается локально. Причиной являются ионы хлорида, которые в присутствии электролита вытягивают атомы хрома, необходимые для образования пассивного слоя. Так возникают точечные отверстия. Наличие отложений, налета ржавчины, остатков шлака или цветов побежалости приводит к усилению точечной коррозии.
Интеркристаллическая коррозия
Интеркристаллическая коррозия может возникнуть в том случае, когда под воздействием тепла вдоль границ зерен выступает карбид хрома и при наличии кислой среды происходит растворение. Это происходит при следующей температуре:
- аустенитная сталь: 450° — 850°C
- ферритная сталь: более 900°C
Сегодня при выборе правильного материала интеркристаллическая коррозия больше не играет никакой роли.
Контактная коррозия
Контактная коррозия возникает в том случае, когда в контакт вступают различные металлы под воздействием электролита. Менее благородный материал начинает корродировать и растворяться. Нержавеющие стали являются благородными при контакте с большинством других металлов.